Svejsning af varmeledninger er den vigtigste måde at samle husholdnings- og industrikommunikation på. Tilslutninger af denne type kræver ikke nogen vedligeholdelse, som limet eller gevind, men er udsat for konstant termisk og mekanisk belastning. Baseret på dette skal du nøje vælge værktøjer, materialer og nøje overvåge teknologien til svejsning. Overtrædelse af reglerne for sammenføjning af metallet fører til forekomst af revner og udvikling af korrosion. Hvis du planlægger at udføre denne procedure med egne hænder, skal du forstå, hvilke metoder der bruges til at svejse opvarmningen, såvel som med professionelle teknikker for at opnå et holdbart resultat af høj kvalitet.
Værktøjssæt og udstyr

Svejsning af elektriske opvarmningsrør starter med den forberedende fase:
- Forberedelse af mesteren. Det er nødvendigt at udstyre arbejdspladsen ordentligt, sikre, at sikkerhedsforanstaltninger følges, og om nødvendigt læse instruktionerne om håndtering af udstyr og materialer igen. For at svejse rørene med elektrisk svejsning kræves beskyttelsesanordninger. Disse inkluderer en speciel ildfast kulør (bukser, jakke, hat med lyver), maske, sko og leggings. Det er nødvendigt at passe på god ventilation.
- Forberedelse af værktøjer og materialer. Man skal være opmærksom på enhver lille ting, da bekvemmeligheden ved arbejde og kvaliteten af det endelige resultat afhænger af dette.
For at svejse opvarmningen har du brug for sådanne værktøjer og apparater:
- svejsemaskine med en reserveholder;
- slibemaskine med skære- og slibeskiver;
- metal børste;
- sandpapir af forskellige korn;
- Hammer;
- lager af elektroder;
- skruestik;
- klemmer;
- stål- eller asbestcementplader for at beskytte væggene mod dråber af metal og sod;
- presenning til at dække gulvet.
Før svejsning af rør ved elektrisk svejsning er det nødvendigt at kontrollere, om kabler, stikkontakter og automatiske enheder i skærmen er i overensstemmelse med indikatorerne på det forberedte apparat. De skal være kraftige nok til at modstå den tunge belastning, som selv husholdningsudstyr skaber.
Plast rør svejseteknologi

Polypropylen fortrænger gradvist stål, da det til en relativt lav pris har et antal positive egenskaber. Plastrørledninger er designet til højt tryk, er lette, glatte indvendige vægge og fremragende udseende. Men rørledningen vil effektivt udføre sine funktioner, hvis alle samlinger er stærke og stramme. Det skal huskes, at når man passerer varmt vand ved temperaturer over 110 grader, bliver polymeren blød og begynder at stige i størrelse. Derfor bruges kun produkter, der er forstærket med fiberglas eller aluminiumsfolie, til installation af opvarmning.
Et specielt loddejern bruges til at forbinde forbindelserne. Enheden er dobbeltsidet i den ene ende af dysen til udvendig og på den anden til intern opvarmning af parringsdele.
For at forbinde dem bruges følgende fittings:
- koblinger;
- adaptere;
- vinkler;
- tees;
- kors;
- gevindflanger tilslutning til et varmebatteri.
Ved lodning af polypropylenkommunikation bruges diffusionsprincippet under påvirkning af opvarmning. Kanterne på tilstødende led smelter, stoffet blandes og danner en monolitisk forbindelse.

Processen med svejsning af polymerdele udføres i henhold til denne teknik:
- Udarbejdelse af et rør til varmesystemet.
- Savning af emner af en bestemt længde. Der foretages en korrektion for mængden af rørdybning i monteringshullerne og dimensionerne af selve fittings.
- Opvarm loddemetoden, indtil den grønne indikator lyser. Dette er bevis på, at samlingen kan begynde.
- Fastgør dele til enheden på dyser med den tilsvarende diameter. De skal opvarmes i overensstemmelse med indikationerne på det bord, som udstyret er udstyret med.
- Rør og montering. Dette gøres strengt i en retning, indtil den inderste del støder mod låsens fremspring i beslaget. Det er umuligt at vende produkter, flytte dem frem og tilbage. Korrektion i henhold til dockingvinklen er tilladt.
- Køling. Det er nødvendigt at modstå samlingen i en statisk position så længe som foreskrevet i instruktionerne for enheden. Først da kan monteringen fortsætte.
I modsætning til metal har polymerrør brug for understøttelse af lodrette og vandrette løb. Hver 100-150 cm er de fastgjort på væggene med plastdistanser. Efter montering har polypropylenkommunikation ikke brug for yderligere efterbehandling og efterfølgende vedligeholdelse.
Metalpipe svejsningsteknologi

For at gøre forbindelsen stærk og tæt er det nødvendigt at forberede systemdetaljerne før installationen. Du skal kontrollere jævnheden på kanterne, afskære og slibe metallet i en afstand af 10 mm fra snittet. Efter dette er det nødvendigt at behandle de rensede steder med et opløsningsmiddel for at affedte dem.
Til svejsning af rør til forskellige formål bruges elektroder med følgende overtrækssammensætning:
- rutilsyre (RA) - til installation af koldt og varmt vand i den kommunale sfære;
- rutil (RR) - til samling af varmesystemer, der arbejder under højt tryk;
- rutilcellulose (RC) - bruges i strukturer, der kræver samlinger med høj pålidelighed;
- universal (B) - til samling af alle typer rørledninger i boligområdet og i produktion.

Du kan tilberede metalrør ved hjælp af sådanne teknologier:
- Elektrisk svejsning. Det udføres manuelt eller ved hjælp af en automatisk maskine. Funktionsprincippet er baseret på oprettelsen af en elektronisk lysbue, der stammer fra en kortslutning. Denne proces ledsages af frigivelse af en stor mængde varme, der forårsager smeltning af metallet. For at skabe en søm bruges smeltende eller ikke-forbrugsbare elektroder.
- Gas svejsning. Rørforbindelserne smelter under påvirkning af en brændende gas samtidigt med påføring af metal derpå, der udfører funktionen af en kobling. Et monolitisk led dannes med en homogen struktur med tilstødende dele.
- Kold svejsning. Denne metode bruges, når man installerer lavtryksrørledninger eller reparerer dem på vanskeligt tilgængelige steder. Essensen af metoden er at vikle et bandage omkring banket gennemvædet med hurtig indstillende klæbemiddel.
Valget af valgmulighed er korrekt, hvis det opfylder systemets egenskaber og kølemidlets egenskaber.
Svejseklassificering

Samlingen kan brygges på forskellige måder baseret på designfunktionerne og tykkelsen af det metal, der behandles.
Der er en sådan klassificering af svejsninger:
- I udseende - flad (normal), svækket (konkav) og forstærket (konveks).
- I længde - solid (kontinuerlig, lukket), diskontinuerlig (efter punkter, segmenter). I henhold til sømmenes længde er de opdelt i korte (op til 25 cm), mellemstore (26-100 cm) og lange (mere end 101 cm).
- Ved udførelse - vandret (på lodrette sektioner), lodret (på vandrette løb), loft (når samlingen er lavet nedenunder), ned (elektrode på toppen af sømmen).
- I henhold til den aktuelle indsats - flanke (langs aksen), frontal (på tværs af aksen), skråt (på tværs), kombineret (kombination af typer).
- Efter antallet af lag og passager - enkeltlag (et pass) og multilag (flere gennemløb).
Med den rigtige installation af varmesystemet kan alle ovennævnte samlinger udføres. Om nødvendigt udføres svejsning også fra indersiden af rørene.
De vigtigste typer svejste samlinger
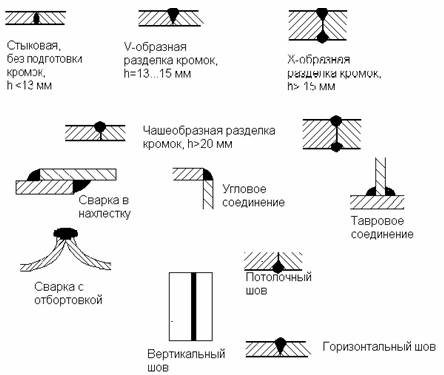
På pladsen i rummet er sømmene opdelt i følgende typer:
- vinkel - dele er i en vinkel;
- Tauri - forbindelse af enden og siden af elementerne;
- rør - rør er forbundet i et plan;
- lapping - dele overlapper hinanden;
- ende - adskillelse af sideoverflader på fragmenter.
I løbet af arbejdet vælger mesteren den mest praktiske metode til svejsning af dele, der er mest praktisk for sig selv og opfylder de tekniske betingelser.


