Vandens tiekimo sistemose, be plieno, ketaus ir plastikinių vamzdžių, naudojamas varis. Šis metalas turi keletą aiškių pranašumų, tačiau skiriasi kaina. Jei variklio biudžetas nėra ribojamas, iš varinių vamzdžių galima tiekti vandenį, taip pat įrengti čiaupus ir kitus priedus iš vario.
Metalo specifikacijos

Varis yra pats pirmasis metalas, kurį įvaldė senovės žmonės. Iš jos jie gamino indus ir ginklus. Savo konsistencija ji yra minkšta medžiaga, turi antibakterinių savybių, todėl laikoma saugu gerti vandenį iš varinių indų. Susilietę su variu, miršta virusai, bakterijos ir grybeliai. Norint stimuliuoti skydliaukę, naudinga nešioti varinę apyrankę. Pagal ajurvedos receptą rekomenduojama palikti vandenį per naktį variniame inde, o gerti ryte.
Vandentiekio sistemose varis palyginti su konkurentais - plienu ir plastiku. Jis atlaiko šiluminius svyravimus iki 250 laipsnių, šaldymo metu nekeičia savybių - šaltuoju metu jis tampa plastikinis ir tvirtas.
Montuodami plastikinį vamzdį, turite tiksliai žinoti, koks slėgis sistemoje, kuriai jie yra skirti. Jei plastikas gali atlaikyti apie 100 barų, tada vario vamzdis yra 500 barų. Tai leidžia montuoti papildomą įrangą, pavyzdžiui, siurblius, kurie padidina slėgį dviejų ir trijų aukštų privačiuose namuose.
Dažniausiai variniai vamzdžiai gaminami su cinko priemaiša. Vario-cinko lydinys vadinamas žalvariu. Be cinko, jame yra dar 5 elementai. Pagal GOST leidžiama gaminti vamzdžius vandens tiekimui iš gryno vario ir iš žalvario.
Dėl priemaišų gaminiai tarnauja ilgiau nei plastikiniai - iki 80 metų priedai gali slopinti korozijos procesus, paveikti stiprumą. Jei vario vamzdyje atsiranda įtrūkimas, jis nesikiša per visą ilgį, todėl nutekėjimą lengviau ir greičiau ištaisyti.
Vario svoris yra 8920 kg / m3, todėl jis yra sunkiausias metalas. Palyginimui, plienas sveria 7800 kg / m3, polimerai - 900 kg / m3.
Iš vario galite sukurti ploniausius vamzdžius su minimaliu skirtumu tarp išorinių ir vidinių sienų. Yra du vario vamzdžių gamybos tipai:
- su atkaitinimu;
- be atkaitinimo.
Rezultatas yra kietų, pusiau standžių ir minkštų metalų veislės. Varinių vamzdžių montavimas vandens tiekimui taip pat priklauso nuo to, kaip produktas buvo pagamintas.
Vamzdžiai gaminami valcavimo ir presavimo būdu. Valcavimo būdas apima plėvelės išplėtimą šaltu besiūliu būdu. Presavimas yra vario lakšto suvirinimas inertinių dujų terpėje su vėlesniu kalibravimu.
Varinių vamzdžių tipai
Varinių vamzdžių asortimente yra apie 130 rūšių daiktų, kurie skiriasi forma, pagaminimo būdu, vidiniu ir išoriniu skersmeniu. Matmenys yra coliais ir milimetrais.
Matmenys priklauso nuo gamybos metodo. Apvalių gaminių skersmuo nuo 3 iki 350 mm. Sienų storis gali svyruoti nuo 0,8 iki 10 mm.
Suvirinti gaminiai yra mažesnių dydžių - nuo 30 iki 280 mm. Sienų storis suvirintuose ir stačiakampiuose vamzdžiuose gali būti didesnis - nuo 5 iki 30 mm.
Parduodami variniai segmentai, kurių skersmuo iki 18 mm ir ilgis iki 10 m. Didesnis skersmuo parduodamas segmentuose nuo 1,5 iki 6 m.
Importuotų produktų matmenys gali skirtis. Aukščiau išvardyti matmenys būdingi naminiams gaminiams.
Vario vandens tiekimo pranašumai ir trūkumai
 Varinės santechnikos privalumai:
Varinės santechnikos privalumai:
- Ryšių universalumas.Galite sutaupyti dėl jungiamųjų detalių ir jungčių, nes suvirinimas suteikia patikimą ryšį - atliekant slėgio bandymą vamzdžio korpusas beveik negalėjo atlaikyti vamzdžio, tačiau jungtys liko nepažeistos.
- Vario vamzdis nepablogėja žemoje temperatūroje. Varinių vamzdžių šildymo pasekmės yra daug mažiau katastrofiškos nei esant plieniniam ar plastikiniam vandens tiekimui.
- Varis nėra naikinamas chloro, kurio visada yra vandentiekio vandenyje. Dėl chloro, priešingai, vidinėje sienoje susidaro apsauginis sluoksnis, kuris prailgina gaminių tarnavimo laiką.
- Veikiant ultravioletiniams spinduliams, vario paviršiuje, skirtingai nuo plastiko, kuris turi būti izoliuotas, jokių matomų pokyčių neatsiranda.
- Mikroorganizmų ir patogeninių bakterijų kolonijos neįsišaknija vidinėse sienose.
- Vario vamzdžių vidinio paviršiaus šiurkštumas yra mažesnis nei plieno ar plastiko gaminių, todėl organinės medžiagos neturi laiko nusistovėti - liumenas ilgą laiką nesiaurėja.
- Varinių gaminių galite nusipirkti iš bet kurio gamintojo - kokybė bus tokia pati. Pavyzdžiui, tarp plastikinių gaminių yra daug padirbinių, kurie po poros metų turi būti pakeisti.
- Variniai vamzdžiai pasižymi didesniu atsparumu korozijai, todėl gaminama mažiau medžiagų. Plieninės konstrukcijos yra priverstos užtikrinti didesnį sienos storį, tikėdamiesi, kad rūdys palaipsniui sunaikins medžiagą.
- Vario linijose nereikia prižiūrėti jungčių, nes jos yra patikimesnės nei patys vamzdžiai. Nevirintose plieno konstrukcijose armatūra yra pagrindinė problema.
Vario vandens tiekimo trūkumai:
- Kaina didesnė.
- Negalima montuoti sistemose, kur vandens srautas yra didesnis nei 2 m / s.
- Vandenyje neturėtų būti smėlio ir kitų kietų dalelių, nes jie ištrina vidinį sienos sluoksnį. Jei jis yra per plonas, jis gali sukelti eroziją.
- Daugiau diegimo reikalavimų, kad nesutrumpintumėte garantinio laikotarpio.
Švinas neturėtų būti naudojamas kaip litavimas geriamojo vandens sistemose, nes jis sukelia organizmo apsinuodijimą ir rimtas pasekmes.
Varinės vandens tiekimo sistemos pranašumai ir trūkumai taip pat priklauso nuo to, ar gerai sumontuota.
Montavimo ir prijungimo būdai
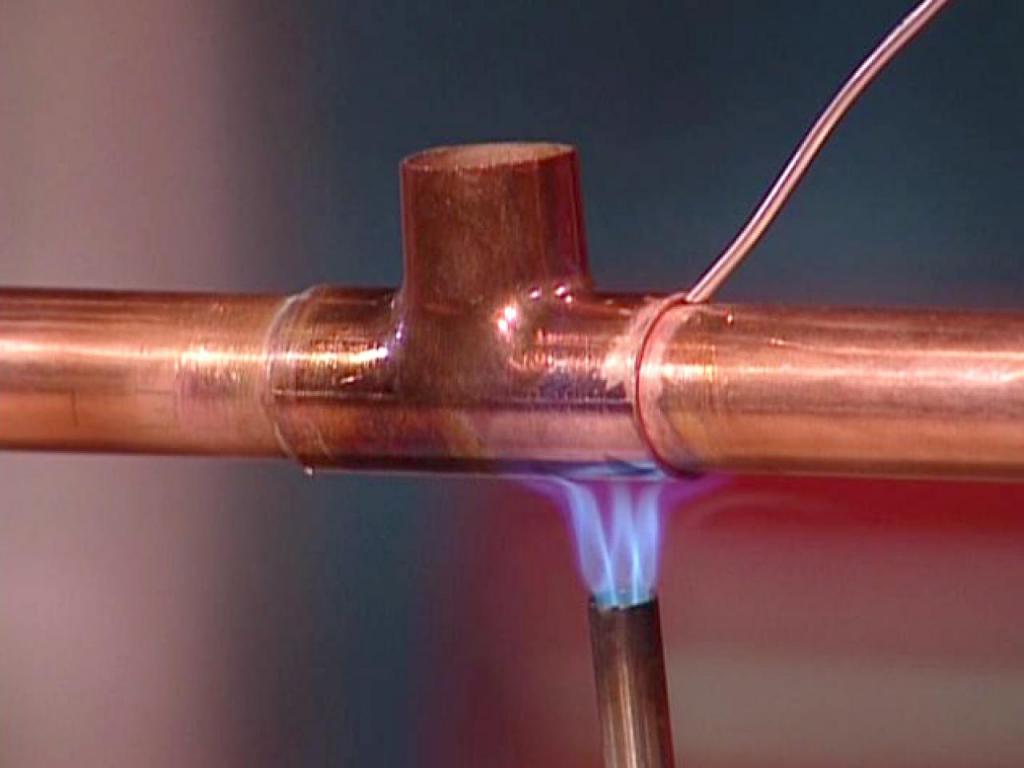
Labiausiai paplitęs metodas yra litavimas. Tam reikia pašildyti vamzdį iki lydmetalio lydymosi taško. Lituoti varinius vandens vamzdžius gali tik patyrę suvirintojai, dažnai dirbantys su slėgio sistemomis ir sudėtingomis komunikacijomis privačiuose ir daugiabučiuose.
Procesas atliekamas taip:
- Vamzdžio ir armatūros jungtis išvaloma iš oksido plėvelės.
- Dujų degiklis šildo lydmetalį ir palaipsniui apvynioja gaminį, kol jis išsilydo.
- Kad lydmetalis tekėtų tarp vamzdžio ir jungiamosios detalės, vieta pašildoma dar kelias sekundes.
Suvirinimo būdu sujungtos sistemos gali atlaikyti iki 500 barų slėgį, jei jos tinkamai veikia, nėra nuotėkių ir slėgio sumažinimo linijoje.
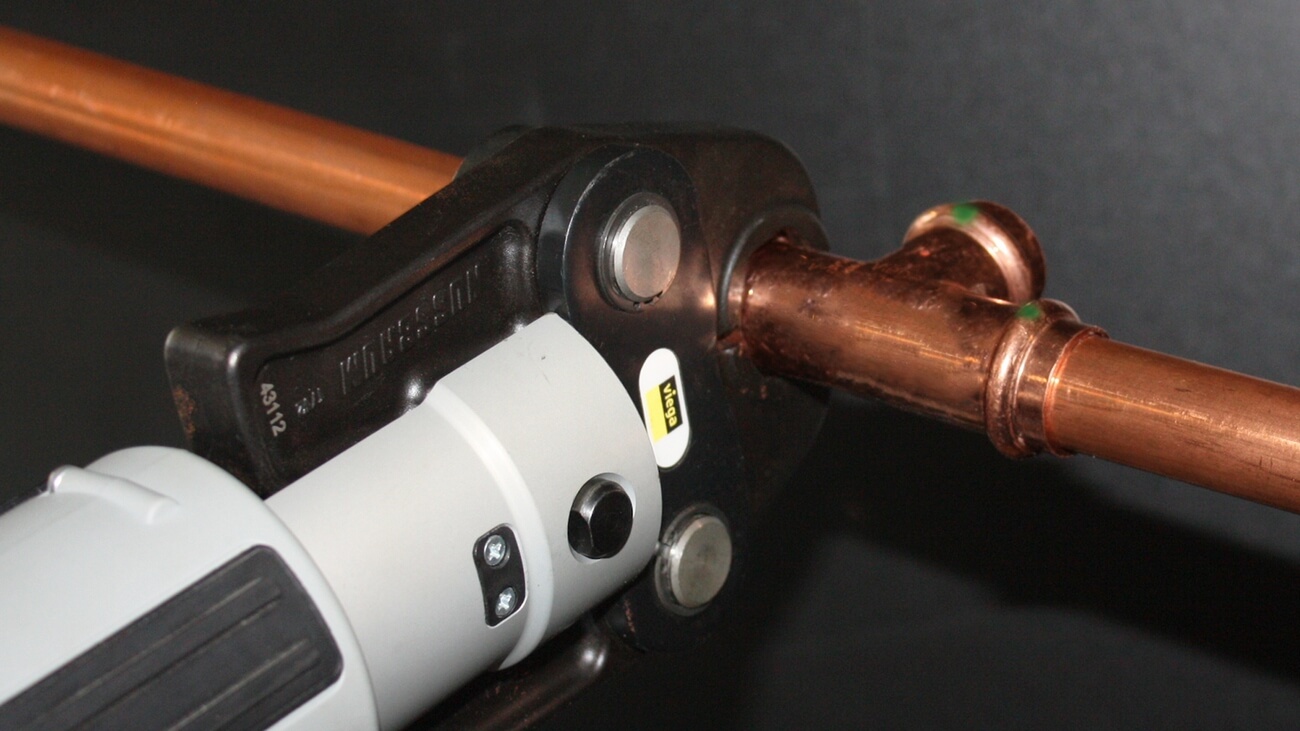
Presavimo būdas nėra labai griežtas ir patikimas, geriau jį naudoti sistemose, kuriose yra žemas slėgis. Esmė yra surinkti sistemą, o paskui specialiu įrankiu paspausti armatūrą prie pagrindinio vamzdžio. Galima užsegti sandarinimo diržu ir veržle. Kontrolės tikslais ant detalių reikia padaryti ženklus, kad jos nesukluptų, kai suspaudžiamos. Prieš jungdami prie jungiamųjų detalių, svarbu gerai šlifuoti vamzdžių galus.
Spaudimo metodo pranašumas yra tas, kad net pradedantysis gali tai įgyvendinti. Litavimo suvirinimo metodas yra daug sudėtingesnis veiksmas, reikalaujantis įgūdžių ir akies.


