Apkures cauruļu metināšana ir galvenais veids, kā salikt sadzīves un rūpniecības sakarus. Šāda veida savienojumiem nav nepieciešama nekāda apkope, piemēram, pielīmēti vai vītņoti, bet tie ir pakļauti pastāvīgam termiskam un mehāniskam spriegumam. Balstoties uz to, jums rūpīgi jāizvēlas instrumenti, materiāli un uzmanīgi jāievēro metināšanas tehnoloģija. Metāla savienošanas noteikumu pārkāpšana noved pie plaisu parādīšanās un korozijas attīstības. Ja plānojat veikt šo procedūru ar savām rokām, jums vajadzētu saprast, kādas metodes tiek izmantotas apkures metināšanai, kā arī ar profesionālām metodēm, lai sasniegtu kvalitatīvu un izturīgu rezultātu.
Instrumentu komplekts un aprīkojums

Elektrisko apkures cauruļu metināšana sākas ar sagatavošanās posmu:
- Meistara sagatavošana. Ir nepieciešams pareizi aprīkot darba vietu, nodrošināt, ka tiek ievēroti drošības pasākumi, un, ja nepieciešams, atkārtoti izlasīt instrukcijas par rīkošanos ar aprīkojumu un materiāliem. Lai metinātu caurules ar elektrisko metināšanu, būs vajadzīgas aizsargierīces. Tajos ietilpst īpašs ugunsdrošs uzvalks (bikses, jaka, cepure ar krāsainību), maska, apavi un stulpiņi. Ir nepieciešams rūpēties par labu ventilāciju.
- Instrumentu un materiālu sagatavošana. Uzmanība jāpievērš katrai sīkumam, jo no tā ir atkarīga darba ērtība un gala rezultāta kvalitāte.
Lai metinātu apkuri, nepieciešami šādi instrumenti un ierīces:
- metināšanas iekārta ar rezerves turētāju;
- dzirnaviņas ar griešanas un slīpēšanas diskiem;
- metāla suka;
- dažādu graudu smilšpapīrs;
- āmurs;
- elektrodu krājums;
- vāze;
- skavas;
- tērauda vai azbestcementa loksnes, lai aizsargātu sienas no metāla un kvēpu pilieniem;
- brezentu, lai segtu grīdu.
Pirms cauruļu metināšanas ar elektrisko metināšanu ir jāpārbauda vairoga kabeļu, rozetes un automātisko ierīču atbilstība sagatavotā aparāta indikatoriem. Tiem jābūt pietiekami jaudīgiem, lai izturētu smago slodzi, ko rada pat sadzīves tehnika.
Plastmasas cauruļu metināšanas tehnoloģija

Polipropilēns pakāpeniski izspiež tēraudu, jo par salīdzinoši zemām izmaksām tam ir vairākas pozitīvas īpašības. Plastmasas cauruļvadi ir paredzēti augstam spiedienam, tie ir viegli, gludi iekšējās sienas un lielisks izskats. Bet cauruļvads efektīvi pildīs savas funkcijas, ja visi savienojumi būs stingri un stingri. Jāpatur prātā, ka, izlaižot karstu ūdeni temperatūrā virs 110 grādiem, polimērs kļūst mīksts un sāk palielināties. Tāpēc apkures uzstādīšanai tiek izmantoti tikai izstrādājumi, kas ir pastiprināti ar stiklplasta vai alumīnija foliju.
Saišu savienošanai tiek izmantots īpašs lodāmurs. Ierīce ir divpusēja, vienā sprauslas galā ārējai, bet otrā - pārojošo daļu iekšējai sildīšanai.
Lai tos savienotu, tiek izmantoti šādi veidgabali:
- savienojumi;
- adapteri;
- leņķi;
- tees;
- krusti;
- vītņoti atloki savienošanai ar apkures akumulatoru.
Lodējot polipropilēna sakarus, tiek izmantots difūzijas princips apkures ietekmē. Blakus esošo saišu malas izkausē, viela sajaucas un veido monolītu savienojumu.

Polimēru detaļu metināšanas process tiek veikts saskaņā ar šo paņēmienu:
- Apkures sistēmas cauruļvadu sastādīšana.
- Zāģējot noteikta garuma sagataves. Korekcija tiek veikta, ņemot vērā cauruļu iegremdēšanas daudzumu veidgabalos un pašu savienotājelementu izmērus.
- Sasildiet lodāmuru, līdz iedegas zaļais indikators. Tas ir pierādījums tam, ka montāža var sākties.
- Detaļu pievienošana ierīcei uz atbilstoša diametra sprauslām. Tie jāuzsilda saskaņā ar tabulas norādēm, ar kurām iekārta ir aprīkota.
- Cauruļu un veidgabalu savienojums. Tas tiek darīts stingri vienā virzienā, līdz iekšējā daļa atrodas pret fiksatora izvirzījumu. Produktus nav iespējams pagriezt, pārvietot uz priekšu un atpakaļ. Ir pieļaujama korekcija atbilstoši dokstacijas leņķim.
- Dzesēšana. Šuve ir jāiztur statiskā stāvoklī tik ilgi, cik noteikts ierīces instrukcijās. Tikai tad montāžu var turpināt.
Atšķirībā no metāla, polimēru caurulēm ir nepieciešams atbalsts vertikāli un horizontāli. Katrus 100-150 cm tos piestiprina pie sienām ar plastmasas starplikām. Pēc montāžas polipropilēna sakariem nav nepieciešama papildu apdare un turpmākā apkope.
Metāla cauruļu metināšanas tehnoloģija

Lai savienojums būtu stiprs un saspringts, pirms instalēšanas ir jāsagatavo sistēmas informācija. Jums jāpārbauda malu līdzenums, jāizlobē un jānoslīpē metāls 10 mm attālumā no griezuma. Pēc tam notīrītās vietas jāapstrādā ar šķīdinātāju, lai tās attaukotu.
Lai metinātu caurules dažādiem mērķiem, tiek izmantoti elektrodi ar šādu pārklājuma sastāvu:
- rutilskābe (RA) - aukstā un karstā ūdens uzstādīšanai komunālajā sfērā;
- rutila (RR) - tādu apkures sistēmu montāžai, kas darbojas zem augsta spiediena;
- rutila celuloze (RC) - izmanto konstrukcijās, kurām nepieciešami augstas uzticamības savienojumi;
- universāls (B) - visu veidu cauruļvadu montāžai dzīvojamā sektorā un ražošanā.

Jūs varat gatavot metāla caurules, izmantojot šādas tehnoloģijas:
- Elektriskā metināšana. To veic manuāli vai izmantojot automātisku mašīnu. Darbības principa pamatā ir elektroniskas loka izveidošana, kas rodas no īssavienojuma. Šo procesu papildina liela daudzuma siltuma izdalīšana, kas izraisa metāla izkausēšanu. Lai izveidotu šuvi, tiek izmantoti kausējoši vai neizmantojami elektrodi.
- Gāzes metināšana. Cauruļu savienojumi izkusušas degšanas gāzes ietekmē, vienlaicīgi ar to uzliekot metālu, kas pilda savienojuma funkciju. Tiek izveidots monolīts savienojums, kam ir viendabīga struktūra ar blakus esošajām daļām.
- Aukstā metināšana. Šo metodi izmanto, uzstādot zema spiediena cauruļvadus vai labojot tos grūti sasniedzamās vietās. Metodes būtība ir apvilkt pārsēju ap sitienu, kas iemērc ātri uzlīmējamā līmjavā.
Opcijas izvēle ir pareiza, ja tā atbilst sistēmas un dzesēšanas šķidruma īpašībām.
Metināto šuvju klasifikācija

Savienojumu var pagatavot dažādos veidos, pamatojoties uz konstrukcijas īpašībām un apstrādājamā metāla biezumu.
Pastāv šāda metināto šuvju klasifikācija:
- Pēc izskata - plakana (normāla), novājināta (ieliekta) un pastiprināta (izliekta).
- Garumā - ciets (nepārtraukts, slēgts), pārtraukts (pa punktiem, segmentiem). Pēc šuvju garuma tiek sadalīti īsos (līdz 25 cm), vidējos (26-100 cm) un garos (vairāk nekā 101 cm).
- Izpildot - horizontāli (uz vertikālām sekcijām), vertikāli (uz horizontālām sekcijām), griesti (ja šuve ir izgatavota no apakšas), zemāka (elektrods šuves augšpusē).
- Saskaņā ar pašreizējiem centieniem - sāns (gar asi), frontāls (pāri asij), slīps (pāri), kombinēts (tipu kombinācija).
- Pēc slāņu un eju skaita - viena slāņa (viena caurlaide) un daudzslāņu (vairākas caurlaides).
Pareizi uzstādot apkures sistēmu, var izgatavot visus iepriekš minētos savienojumus. Ja nepieciešams, metināšanu veic arī no cauruļu iekšpuses.
Galvenie metināto savienojumu veidi
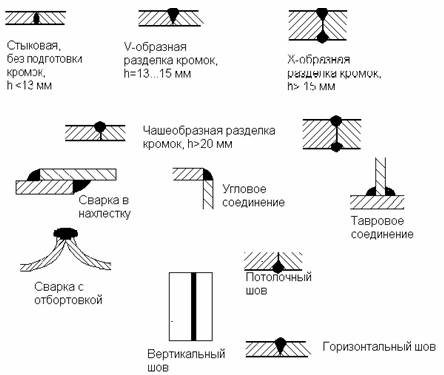
Vietā kosmosā šuves ir sadalītas šādos veidos:
- leņķa - daļas atrodas leņķī;
- Tauri - elementu gala un sānu savienojums;
- muca - caurules ir savienotas vienā plaknē;
- plēšana - daļas pārklājas viena ar otru;
- beigas - fragmentu sānu virsmu tuvums.
Darba gaitā meistars izvēlas ērtāko detaļu metināšanas metodi, kas ir visērtākā sev un atbilst tehniskajiem nosacījumiem.


